


Unexpected CO spikes can turn a cement kiln ESP into a serious explosion risk. Without continuous monitoring, plants face equipment damage, costly downtime, and safety hazards.

A high-precision CO gas analyzer continuously measures carbon monoxide levels before the electrostatic precipitator (ESP). By detecting incomplete combustion and abnormal CO buildup early, it enables operators to take corrective action and prevent fires or explosions.
However, simply installing a CO monitor is not enough. To understand its value, it is important to examine why ESP systems are vulnerable, how CO develops inside cement kilns, and how modern CO gas analyzers provide early warning of dangerous conditions.
Why Is a CO Gas Analyzer Essential for Cement Kiln ESP Safety?
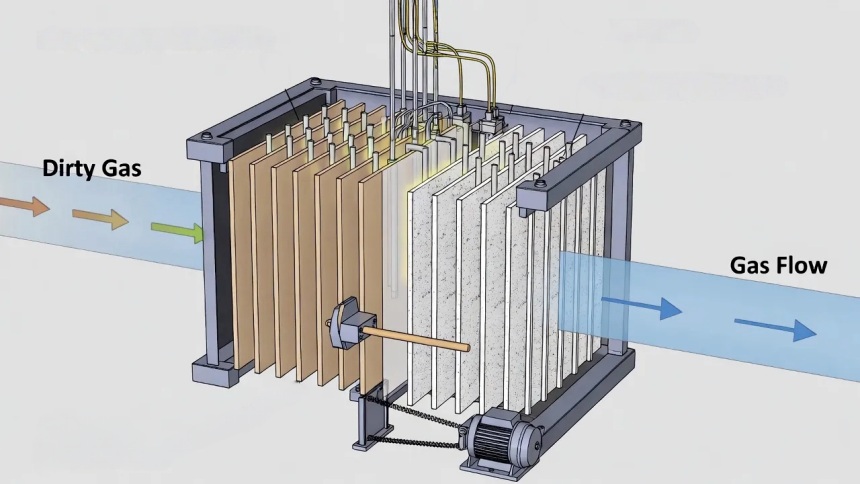
An electrostatic precipitator removes dust from kiln exhaust gas before it reaches the stack. While ESPs are highly effective, they operate using high-voltage electrical fields that naturally generate sparks during normal operation.
Under normal conditions, these sparks are harmless. However, when combustible gases accumulate, the situation changes dramatically. As combustion becomes incomplete, CO concentration increases rapidly. If the concentration continues to rise while oxygen remains available, an explosive atmosphere can form inside equipment. Long before operators see flames, smoke, or equipment abnormalities, the CO gas analyzer detects these changes.
For an ESP explosion to occur, three conditions must exist simultaneously: combustible gas (such as CO), oxygen, and an ignition source (such as an ESP spark). Since sparks are already present inside the ESP, controlling combustible gas concentration becomes the most effective prevention strategy. This is why CO monitoring is considered a critical safety measure in cement plants. Because CO appears early in the fault-development process, it serves as a valuable warning signal that allows operators to intervene before conditions become dangerous.
Where Should a CO Gas Analyzer Be Installed in a Cement Kiln System?
Proper installation location is just as important as gas analyzer accuracy.
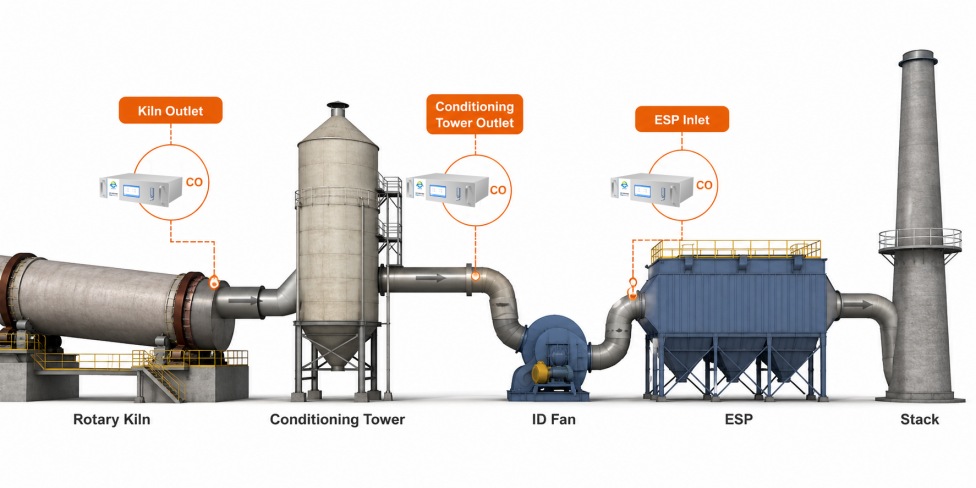
A typical cement kiln exhaust process follows this path:
Rotary Kiln → Conditioning Tower → ID Fan → ESP → Stack
CO Monitoring points
| Location | Reason |
|---|---|
| Kiln Outlet | Provides early indication of combustion efficiency and fuel-burning performance. |
| Conditioning Tower Outlet | Verifies gas conditions before downstream treatment equipment. |
| ESP Inlet | The most important explosion-prevention location because it protects the electrostatic precipitator directly. |
The most critical monitoring point is the ESP inlet. At this location, the CO gas analyzer continuously verifies that CO concentrations remain within safe operating limits before the gas enters the high-voltage ESP environment. Industry guidance frequently identifies the ESP inlet as a key monitoring point for continuous CO measurement in cement plants.
What Monitoring Challenges Does a CO Gas Analyzer Face in Cement Kiln Applications?
Although CO monitoring is essential for ESP explosion prevention, cement kiln exhaust gas presents one of the most demanding environments for any CO gas analyzer.
At the kiln tail, flue gas typically contains:
- High dust and particulate concentrations
- CO, CO₂, NOₓ, and SO₂
- Gas temperatures reaching 900–1000°C
- Process pressure up to 0.8 MPa
These harsh conditions create several monitoring challenges.
Dust Can Block the Sampling Probe
Cement kiln exhaust contains large amounts of dust. Over time, dust accumulation can block sampling probes, restrict gas flow, and compromise measurement reliability.
To solve this problem, modern gas analysis systems incorporate an automatic back-purge unit. By combining internal and external pulse cleaning, the system continuously removes dust from the probe and filters, ensuring long-term uninterrupted operation.
CO Creates an Explosion Risk Inside the ESP
Carbon monoxide is both toxic and combustible. If excessive CO enters the electrostatic precipitator, sparks generated by the ESP’s high-voltage field may ignite the gas mixture and cause an explosion.
For this reason, many cement plants use CO safety interlocks. When CO exceeds the predefined safety limit, the analyzer automatically sends a trip signal to de-energize the ESP high-voltage power supply, preventing ignition and protecting both equipment and personnel. Industry practice commonly uses CO alarms and ESP interlocks to reduce combustion-related risks.
SO₂ Condensation Can Damage the Sampling System
During winter operation, sulfur dioxide in the flue gas can condense when the sample temperature falls below its dew point. Condensation may lead to pipeline blockage, corrosion, or unstable measurements.
To prevent this issue, heat-traced sampling lines and heated gas paths are typically installed throughout the sampling and conditioning system. Maintaining the sample above the condensation temperature ensures reliable gas transport and stable analyzer performance.
As a result, successful CO monitoring in cement plants requires more than a gas analyzer alone. It requires a complete system designed specifically for harsh kiln exhaust conditions.
Why Choose ESEGAS CO Gas Analyzers for Cement Kiln ESP Protection?
For cement kiln tail-gas CO monitoring, ESEGAS integrates the NDIR-based CO gas analyzer into a complete online gas analysis system. The system consists of sample handling system, analysis system, and data acquisition and processing system. This integrated design improves reliability, automation, and operational safety.

Sample Handling System
The sample handling system includes dual sampling probes, compressed-air back-purge cabinet, automatic purge unit, and analyzer cabinet. Inside the analyzer cabinet, the gas conditioning section typically includes:
- Gas-liquid separator
- Drying unit
- Vortex cooler
- Precision filters
- Flow meter
- Valves and control components
These components remove dust, moisture, and contaminants before the gas reaches the CO gas analyzer, ensuring accurate and stable measurements.
Analysis System
To minimize operator intervention, the entire monitoring process is controlled by a PLC-based automation platform. The system supports local manual operation, automatic operation, and remote start and control.
Furthermore, all monitoring data can be integrated directly into the plant DCS system, providing real-time process visibility and complete historical traceability. For hazardous industrial environments, the system can be designed with Ex d IIC T4 Gb explosion-proof protection and IP65 enclosure protection. This ensures safe operation in demanding cement plant applications.
Data Acquisition and Safety Interlock System
The PLC continuously collects, processes, and transmits analyzer data to the control room. Key outputs include:
- 4–20 mA CO concentration signal
- System ready status signal
- Probe blockage alarm
- High CO concentration alarm
Most importantly, the high-CO alarm output can be directly interlocked with the ESP high-voltage power supply.
When CO exceeds the configured safety threshold, the system automatically disconnects ESP power to eliminate potential ignition sources. Similar ESP de-energization strategies are widely used in cement plants to prevent fires and explosions caused by combustible gas accumulation.
To maximize system availability, ESEGAS adopts a dual-probe alternating sampling design. While one probe performs sampling, the other can undergo automatic cleaning, enabling continuous, uninterrupted CO monitoring around the clock.
This approach provides a highly reliable solution for cement kiln ESP protection, helping plants improve safety, reduce downtime, and maintain stable production.
Conclusion
A high-precision CO gas analyzer is one of the most effective tools for preventing cement kiln ESP explosions. By detecting abnormal CO buildup early, it helps operators avoid fires, protect equipment, and maintain stable production. Contact ESEGAS today to learn how our CO monitoring solutions can enhance safety and reliability in your cement plant.
FAQs
What is the safe CO level before a cement kiln ESP?
The alarm threshold varies by plant design and safety philosophy. Many facilities establish multiple alarm levels to provide early warning before hazardous concentrations develop.
Why is CO monitored before the ESP?
The ESP contains high-voltage electrical fields that can act as ignition sources. Monitoring CO before the ESP helps prevent combustible gas from entering this area.
Where should a CO gas analyzer be installed in a cement plant?
Common locations include the kiln outlet, conditioning tower outlet, and ESP inlet. The ESP inlet is generally considered the most critical safety monitoring point.
Can a CO gas analyzer improve kiln efficiency?
Yes. Rising CO often indicates incomplete combustion. Continuous monitoring helps operators optimize burner performance, improve fuel efficiency, and maintain stable kiln operation.
Why choose an online CO gas analyzer instead of manual testing?
Online CO gas analyzers provide continuous real-time monitoring and immediate alarms, while manual testing only offers periodic measurements and may miss rapidly developing hazards.




















