As an important waste treatment method, waste incineration has been widely used worldwide. With the continuous improvement of environmental protection requirements, how to effectively monitor and manage pollutant emissions during the incineration process has become an urgent problem to be solved. The continuous emission monitoring system (CEMS) came into being in this context, providing advanced monitoring methods and management tools for waste incineration. Understanding the importance of SO2 gas analyzer is crucial, as it plays a key role in the monitoring process. This blog will explore the application of CEMS in waste incineration in-depth, and elaborate on it from multiple aspects such as real-time monitoring, environmental compliance, process optimization, data management, environmental awareness, and public transparency.

Working Principle and Basic Composition of CEMS
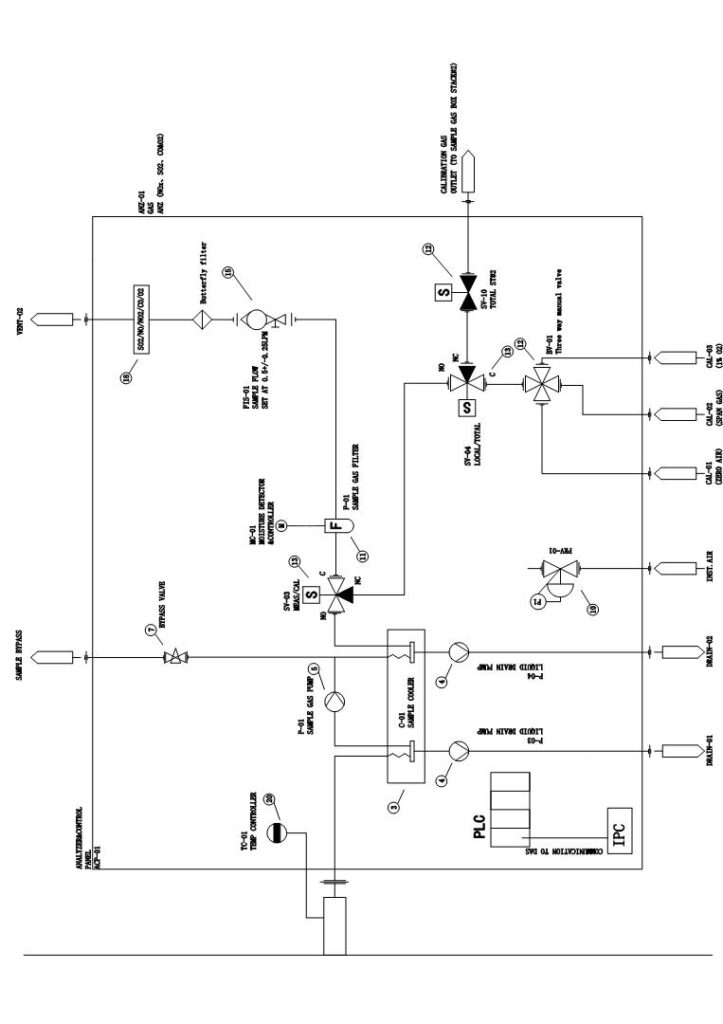
CEMS is a system for continuous monitoring and recording of industrial emissions, which mainly includes the following parts:
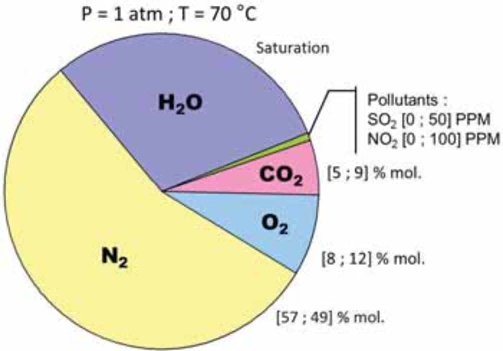
- Gas analyzer: used to detect gases such as sulfur dioxide (SO2), nitrogen oxides (NOx), carbon monoxide (CO), and carbon dioxide (CO₂).
- Particle matter monitor: monitors particulate matter (PM) generated during the incineration process.
- Data acquisition and processing system: collect and process monitoring data in real-time and generate reports.
- Sample Collection System: Collect gas and particulate samples from the stack or exhaust port.
- Calibration system: Regularly calibrate monitoring instruments to ensure accurate and reliable data.
Through the coordinated work of these devices, CEMS can achieve real-time and continuous monitoring of pollutant emissions during the incineration process.
Real-time Monitoring of Emissions
The process of waste incineration produces a variety of pollutants, which not only cause serious harm to the environment but also may affect human health. The application of continuous emission monitoring system (CEMS) can realize real-time monitoring of these pollutants to ensure that emissions are within a safe and compliant range.The following will explain in detail how CEMS monitors various major emissions in real time during the waste incineration process.
1. Sulfur dioxide (SO2)
Sulfur dioxide is one of the main pollutants produced when burning sulfur-containing waste. The monitoring of SO2 is of great significance for preventing acid rain and reducing air pollution.
- Monitoring principle: CEMS usually uses ultraviolet differential absorption spectroscopy (UV-DOAS) or non-dispersive infrared (NDIR) analysis to measure the concentration of SO2. These methods are based on the absorption characteristics of SO2 molecules to light of specific wavelengths.
- Data Collection: Flue gas samples are continuously collected through sampling probes at the flue or exhaust ports. The sampling system transmits the samples to the analyzer for real-time measurement.
- Data processing: The monitoring data is processed and recorded through the data acquisition system, and the concentration value of SO2 is displayed in real-time, which is convenient for the operator to adjust and control.
2. Nitrogen oxides (NOx)
Nitrogen oxides include nitric oxide (NO) and nitrogen dioxide (NO₂), which are important precursors to the formation of photochemical smog and acid rain and have adverse effects on the atmospheric environment and human health.
- Monitoring principle: CEMS usually uses chemiluminescence (CLD) or ultraviolet absorption spectroscopy (UV-DOAS) to monitor NOx. Chemiluminescence measures the concentration of NO by generating a light signal through the reaction of NO and ozone.
- Data acquisition: The sampling system continuously collects gas samples from the flue and transmits the samples to the NOx analyzer. The analyzer measures the concentration of NO and NO₂ through chemical reaction or spectral absorption.
- Data processing: After being processed by the processing system, the real-time monitoring data will display the changes in NOx concentration, helping operators to make process adjustments to control NOx emissions.
3. Carbon monoxide (CO)
Carbon monoxide is a toxic gas produced by incomplete combustion and can cause carbon monoxide poisoning. Monitoring of CO is critical to ensuring complete combustion and safe operation.
Monitoring principle: CEMS uses non-dispersive infrared (NDIR) analysis to monitor CO. This method uses the absorption characteristics of CO molecules to measure infrared light of a specific wavelength.
Data acquisition: The sampling probe extracts gas samples from the flue and transmits them to the CO analyzer. The analyzer measures the CO concentration in the sample through an infrared light source and detector.
Data processing: Real-time monitoring data is processed by the data processing system to display the CO concentration. Operators can optimize combustion based on the data to ensure complete combustion and reduce CO emissions.
4. Carbon dioxide (CO₂)
Carbon dioxide is a greenhouse gas. The emission of CO₂ is directly related to the carbon emission level of the incineration process and is one of the important indicators for measuring combustion efficiency.
- Monitoring principle: CEMS uses non-dispersive infrared (NDIR) analysis or gas chromatography (GC) to monitor CO2. The NDIR method uses the absorption characteristics of CO2 molecules to measure infrared light of a specific wavelength.
- Data collection: Gas samples are continuously collected from the flue and transmitted to the CO₂ analyzer. The analyzer measures the CO₂ concentration in the sample through an infrared light source and detector.
- Data processing: Real-time data is processed by the processing system to display the CO₂ concentration. Operators can adjust the combustion process based on the data to optimize combustion efficiency and reduce CO₂ emissions.
5. Particulate matter (PM)
Particulate matter includes PM10 and PM2.5, which can enter the human body through the respiratory system and pose a serious threat to health. The monitoring of particulate matter is of great significance for reducing air pollution and protecting public health.
- Monitoring principle: CEMS uses laser scattering or beta ray method to monitor particulate matter. The laser scattering method determines the concentration by measuring the scattering intensity of the laser beam by the particles, and the beta ray method determines the concentration by measuring the absorption of beta rays by the particles.
- Data collection: The sampling probe continuously extracts air samples from the flue and transmits them to the particle monitor. The monitor detects the particle concentration in the sample by optical or radioactive measurement technology.
- Data processing: Real-time monitoring data is processed by the processing system to display the particle concentration. Operators can adjust dust removal equipment and combustion processes based on the data to reduce particle emissions.

The importance of real-time monitoring
Through real-time monitoring of CEMS, waste incineration plants can:
- Ensure emission compliance: Real-time monitoring data helps operators detect abnormal emissions promptly, take measures to avoid excessive emissions, and ensure that emissions comply with environmental regulations.
- Improve combustion efficiency: Adjust combustion process parameters based on real-time data to improve combustion efficiency and reduce the generation of unburned substances and pollutants.
- Prevent equipment failure: Real-time monitoring can detect operational problems of incineration equipment at an early stage, and timely maintenance and repair can prevent excessive emissions caused by failures.
- Data recording and analysis: Real-time monitoring data is recorded and stored to facilitate subsequent analysis and research, and to optimize incineration process and equipment management.
Optimizing the Incineration Process
The application of a continuous emission monitoring system (CEMS) can not only monitor the pollutants generated during the waste incineration process in real-time but also provide valuable data support to help optimize the incineration process, improve combustion efficiency, and reduce pollutant emissions. Optimizing the incineration process mainly involves the following aspects: combustion efficiency, fault detection, process improvement, and management strategy.
1. Improve combustion efficiency
Improving combustion efficiency is one of the core goals of optimizing the incineration process. With the real-time data provided by CEMS, operators can continuously adjust the incineration process parameters to ensure that the garbage is fully burned in the incinerator and reduce the generation of unburned materials.

Control air supply:
- Excess air coefficient: Reasonably control the excess air coefficient (λ value) to ensure that there is enough oxygen supply, but not too much. Too low an excess air coefficient will lead to incomplete combustion, producing a large amount of carbon monoxide (CO) and unburned hydrocarbons; too high an excess air coefficient will increase the generation of nitrogen oxides (NOx) and waste energy.
- Grading air supply: Grading air supply in different incineration areas, adjusting the air supply according to the incineration stage, ensuring an appropriate amount of oxygen in each stage, and optimizing the combustion effect.
Combustion temperature control:
- Temperature monitoring: The temperature inside the incinerator is monitored in real-time through the temperature sensor to maintain the appropriate combustion temperature. Too low temperature will lead to incomplete combustion, and too high temperature will increase equipment wear and NOx generation.
- Fuel pretreatment: Pretreatment of garbage, such as drying and pulverizing, ensures uniform fuel, helps stabilize combustion temperature, and improves combustion efficiency.
Mixing and stirring in the oven:
- Furnace airflow optimization: Adjusting the airflow distribution in the furnace, it ensures that the fuel and air are fully mixed and promote complete combustion.
- Mechanical stirring: For equipment such as fluidized bed incinerators, a mechanical stirrer is used to ensure full contact between garbage and air to improve combustion efficiency.
2. Fault detection and prevention
CEMS can promptly detect abnormal conditions during the incineration process, provide early warnings, and prevent excessive emissions and operational interruptions caused by equipment failures.
Monitor device status:
- Equipment operating parameters: Real-time monitoring of the operating parameters of the incineration equipment, such as pressure, temperature, airflow, etc., to detect abnormal situations promptly.
- Vibration and noise monitoring: Predict equipment wear and failure risks by monitoring the vibration and noise of the equipment.
Abnormal emission warning:
- Emissions data analysis: By analyzing the real-time emissions data provided by CEMS, abnormal emissions can be identified, such as a sudden increase in the concentration of pollutants such as SO2, NOx, and CO, indicating possible incomplete combustion or equipment failure.
- Fault diagnosis: Use intelligent algorithms and historical data to diagnose faults, determine the cause of abnormal emissions, and help operators quickly locate problems.
Maintenance and Care Plan:
- Regular maintenance: Based on the equipment status monitoring data provided by CEMS, formulate scientific equipment maintenance and maintenance plans to avoid sudden failures.
- Spare parts management: Based on the fault prediction results, rationally arrange the storage and replacement of spare parts to reduce equipment downtime.
3. Process improvement
The long-term data provided by CEMS allows for in-depth process analysis and improvements to be made to continuously optimize the incineration process.
Process parameter optimization:
- Parameter adjustment: Based on long-term monitoring data, optimize the incineration process parameters, such as temperature, air supply, fuel addition, etc., to improve combustion efficiency and emission control level.
- Process modification: Based on the monitoring data, identify the deficiencies of the existing process and make necessary process modifications, such as adding staged combustion, optimizing airflow distribution, etc.
Equipment Upgrade:
- Introduction of new technologies: Introduce advanced incineration technologies and equipment, such as high-efficiency dust collectors, low NOx burners, etc., to improve incineration efficiency and environmental protection performance.
- Equipment improvement: Improve and upgrade equipment based on the equipment operation data provided by CEMS to resolve performance bottlenecks of existing equipment.
Process Optimization:
- Process improvement: Optimize the internal processes of the incineration plant and improve the coordination and efficiency of various links such as fuel supply, waste treatment, and emission control.
- Integrated management: Combine the data from CEMS and other management systems to implement integrated management strategies to comprehensively improve the operational efficiency and environmental protection level of the incineration plant.
4. Improvement of management strategies
Based on the data and analysis results provided by CEMS, incineration plants can formulate and implement more scientific and reasonable management strategies to improve overall operational levels.
Data-driven management:
- Real-time decision support: Utilize the real-time data provided by CEMS to support management in making timely decisions, such as adjusting process parameters and arranging equipment maintenance.
- Data analysis and reporting: Regularly analyze monitoring data and generate detailed emission reports and management reports to provide a decision-making basis for management.
Training and Assessment:
- Operator training: Operators are trained based on the monitoring data and fault cases provided by CEMS to improve their technical level and emergency handling capabilities.
- Performance appraisal: Conduct performance appraisals of operators and managers based on emission data and equipment operation data to motivate employees to improve work efficiency and environmental awareness.
Environmental Compliance and Public Communication:
- Compliance management: Use the data provided by CEMS to ensure that emissions comply with environmental regulations and avoid legal risks and financial penalties.
- Public transparency: Publicizing monitoring data, enhancing communication with the public, and improving the company’s environmental image and social responsibility.
By optimizing the incineration process, waste incineration plants can not only improve combustion efficiency and reduce pollutant emissions but also reduce operating costs and improve economic benefits. As an advanced monitoring and management tool, CEMS provides comprehensive real-time data support to help incineration plants continuously optimize processes, improve equipment, and enhance management levels to achieve a win-win situation for environmental protection and economic benefits. In the future, with the advancement of technology and the improvement of management, CEMS will play a more important role in the waste incineration process, helping to achieve green development and ecological civilization construction.
EM-GAS-500

The Continuous Emission Monitoring System (CEMS) EM-GAS-500 developed and produced by ESE is to monitor the total air pollutant emissions from stationary sources, mainly used for industrial boilers, power plant boilers, industrial furnaces emissions monitoring, SO2, NO, NO2, O2, CO, CO2, HCL, HF, H2O, etc dynamic continuous monitoring, simultaneous to measure gas flow, oxygen content, gas pressure, gas temperature, gas humidity etc, automatically recording the total pollutant emissions volume and emission time.
Continuously Emission Monitoring System
The Continuous Emission Monitoring System (CEMS) developed and produced by ESE is to monitor the total air pollutant emissions from stationary sources, mainly used for industrial boilers, power plant boilers, industrial furnaces emissions monitoring, SO2, NO, NO2, O2, CO, CO2, etc dynamic continuous monitoring, simultaneous to measure gas flow, oxygen content, gas pressure, gas temperature, gas humidity etc, automatically recording the total pollutant emissions volume and emission time.
Features:
- The system can automatically sample, remove dust, calibrate, fault diagnose, and alarm.
- System cabinet modular design, simple operation, less maintenance.
- System by heating extraction method for continuous monitoring of flue gas pollutants.
- The sampling probe has a big filter area, and the filter is easy to change.
- The pretreatment device is effectively waterproof and dustproof, anti-corrosion and anti-clogging.
- The stability and reliability of the system are higher by PLC design. The system has a variety of data outputs.
Data Analysis and Management
The large amount of data collected by CEMS is not only useful for real-time monitoring and management but can also be used for long-term data analysis and management:
- Historical data storage and analysis: CEMS can store emission data for a long time. Enterprises can use this data to conduct trend analysis, find out the emission change patterns and influencing factors, and formulate more scientific and reasonable emission control strategies.
- Remote monitoring and management: Through network connection, CEMS can realize remote data monitoring and management. Managers can view real-time emission data and historical records through the network anytime and anywhere, improving management efficiency and emergency response speed.
- Data sharing and collaboration: CEMS data can be shared and collaborated with other environmental protection systems and management systems to form a comprehensive environmental management platform and improve the overall level of environmental management.
Case Analysis
Take a large waste incineration plant as an example. The plant introduced an advanced CEMS system and achieved significant environmental protection and economic benefits:
Monitoring system configuration: The incineration plant is equipped with multiple gas analyzers and particulate matter monitors, which can monitor various pollutants such as SO2, NOx, CO, CO₂, and PM in real-time. At the same time, the data acquisition and processing system can automatically generate detailed emission reports for use by management and environmental protection departments.
Emission control effect: Through real-time monitoring of CEMS, the incineration plant can promptly detect and handle abnormal emission conditions, effectively controlling the emission of pollutants. Monitoring data show that the emission of pollutants such as SO2, NOx, and CO has been greatly reduced, meeting local and national emission standards.
Improved combustion efficiency: Based on the data provided by CEMS, the incineration plant optimized the combustion process parameters and improved the combustion efficiency. The phenomenon of incomplete combustion was significantly reduced, and the amount of unburned substances and pollutants generated was greatly reduced.
Economic benefits are evident: By optimizing the process and improving combustion efficiency, the incineration plant has reduced operating costs, improved energy efficiency, and significantly increased economic benefits. At the same time, since emissions meet standards, environmental fines and legal risks have been avoided.
Improved public image: By disclosing emission data and carrying out environmental protection publicity activities, the environmental protection image of the incinerator has been recognized and supported by the public. The public’s trust in the enterprise has increased, and the enterprise’s sense of social responsibility has been enhanced.
Conclusion
The application of CEMS in waste incineration not only helps achieve environmental protection goals, but also improves the economic and social benefits of waste incineration. Through real-time monitoring, environmental compliance, process optimization, data management, and improving environmental awareness and public transparency, CEMS is injecting new impetus into the sustainable development of the waste incineration industry. In the future, with the continuous advancement of science and technology and the improvement of environmental protection requirements, CEMS will play a more important role in waste incineration and help achieve green development and ecological civilization construction.