Industrial safety has always been one of the most important concerns for the chemical industry. With the continuous advancement of technology, chemical companies seek more efficient, reliable and precise solutions to ensure the safety of employees and the normal operation of factories. In this context, chemical sensors and sensor materials (CMES) technology has emerged as a key tool to improve industrial safety. This blog will deeply explore the application of CMES technology in the field of industrial security and look forward to future development trends.
CMES Technology Overview
CMES technology (Chemical Sensors and Sensor Materials) is a field that covers sensors and materials and is designed to detect and measure the composition, concentration, properties and other related parameters of chemical substances. The core goal of this technology is to provide highly sensitive, selective and reliable sensing solutions, used to monitor and analyze a variety of different chemical processes and environments.
The following are the key components of CMES technology:
- Sensor device: Sensors are the core component of CMES technology. They are devices specifically designed to detect specific chemicals or parameters. Sensors can employ a variety of different operating principles, including electrochemical, optical, mass spectrometry, gas adsorption, etc. These sensors can be installed in a variety of locations, including laboratory equipment, industrial production lines, environmental monitoring sites, and more.
- Sensor material: Sensor material is a key element of the sensor, and its characteristics and performance directly affect the sensitivity and selectivity of the sensor. CMES technology involves the development and use of special materials that can interact with target chemicals and produce a measurable response. For example, oxide semiconductors, nanomaterials, molecularly imprinted polymers, etc. can be used as sensor materials.
- Data acquisition and processing system: In order to effectively utilize the information provided by sensors, CMES systems usually include data acquisition and processing components. These systems are used to collect data generated by sensors and convert it into useful information. Data processing can include steps such as calibration, denoising, data fusion, and analysis to provide accurate results.
- Electronics and Communications: In modern CMES systems, sensors are often integrated with electronic equipment and communication technology to achieve real-time monitoring and remote control. This allows operators to remotely access the monitoring system to understand the status of the chemical process at any time so that necessary measures can be taken.
- Application areas: CMES technology is widely used in various fields, including environmental monitoring, medical diagnosis, food processing, industrial production, safety testing, etc. Different applications require different types of sensors and materials to meet their specific needs.
Key Advantages of CMES Technology
CMES technology has several key advantages over traditional chemical analysis methods and sensing technologies, these advantages make it popular in the field of industrial security:
- real-time monitoring: CMES sensors can provide real-time data, allowing operators to quickly respond and take necessary measures to deal with potentially hazardous situations.
- High sensitivity: CMES sensors are often highly sensitive and can detect extremely small concentrations of chemicals, allowing potential problems to be detected in advance.
- Multi-parameter measurement: Some CMES systems can measure multiple parameters simultaneously, such as temperature, humidity, air pressure and chemical concentration, which helps to gain a more comprehensive understanding of the state of the environment and chemical processes.
- No sample preparation required: Traditional chemical analysis methods usually require tedious sample preparation, while CMES sensors can often perform real-time monitoring directly in the sample, reducing operating steps and time.
- Long term stability: Many CMES sensor materials have long-term stability and can maintain high performance over a long period of time, reducing maintenance costs.
Successful Cases: Application of CMES In the Chemical Industry
In order to better understand the practical application of CMES technology in the chemical industry, let us look at some successful cases:
1. Gas leak detection: Chemical plants often need to monitor leaks of hazardous gases to ensure a safe working environment. CMES sensors are widely used to detect leaks of hazardous gases such as ammonia, methane and chlorine, as well as to monitor gas concentrations in workplaces.
2. Monitoring the reaction process: During chemical reactions, CMES sensors can be used to monitor temperature, pressure and reactant concentration to ensure the stability and efficiency of the reaction process.
3. Wastewater treatment: Chemical plants produce large amounts of wastewater, and CMES technology can be used to monitor the concentration of pollutants in wastewater., to ensure compliance with environmental regulations while reducing wastewater treatment costs.
4. Environmental monitoring: Environmental monitoring sites around chemical plants use CMES sensors to monitor pollutant concentrations in the atmosphere, as well as in soil and groundwater, to protect the health of surrounding ecosystems.
These successful cases highlight the key role of CMES technology in the chemical industry. It not only improves industrial safety, but also helps reduce environmental impact and improve production efficiency. These cases also reflect the versatility and adaptability of CMES technology in various chemical applications, bringing sustainability and competitive advantages to chemical companies.
Application of CMES in Industrial Security
CMES technology is widely used in the chemical industry, including the following aspects:

- Gas leak detection: CMES sensors can detect leaks of hazardous gases such as methane, ammonia and hydrogen sulfide, as well as monitor gas concentrations to ensure a safe working environment.
- Fire warning system: CMES sensors can detect smoke and harmful gases in the air and issue fire alarms in advance to protect personnel and facilities in the factory.
- Chemical reaction monitoring: CMES technology can monitor parameters in chemical reactions, such as temperature, pressure and pH, to ensure the stability and safety of the reaction process.
- Pollution Control: CMES sensors can be used to monitor pollutant emissions in industrial wastewater and exhaust gas to ensure that companies comply with environmental regulations.
- Gas storage and transportation: CMES sensors can be used to monitor pressure and leaks in gas storage tanks and pipelines to prevent accidents.
Our CEMS Technology
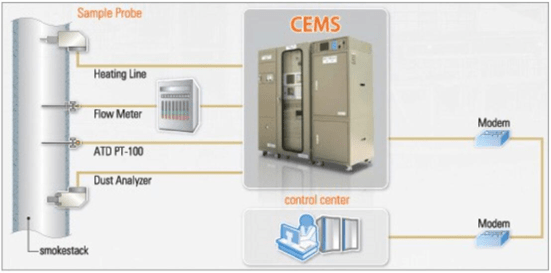
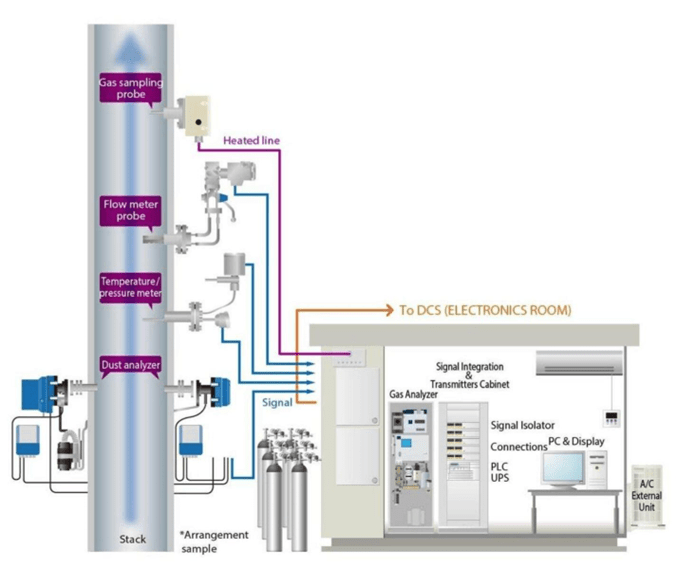
The Continuous Emission Monitoring System (CEMS) EM-GAS-500 developed and produced by ESE is to monitor the total air pollutant emissions from stationary sources, mainly used for industrial boilers, power plant boilers, industrial furnaces emissions monitoring, SO2, NO,NO2, O2,CO,CO2,HCL,HF, H2O etc. dynamic continuous monitoring, simultaneous to measure gas flow, oxygen content, gas pressure, gas temperature, gas humidity etc., automatically recording the total pollutant emissions volume and emission time.

Continuously Emission Monitoring System
The Continuous Emission Monitoring System (CEMS) developed and produced by ESE is to monitor the total air pollutant emissions from stationary sources, mainly used for industrial boilers, power plant boilers, industrial furnaces emissions monitoring, SO2, NO,NO2, O2,CO,CO2 etc. dynamic continuous monitoring, simultaneous to measure gas flow, oxygen content, gas pressure, gas temperature, gas humidity etc., automatically recording the total pollutant emissions volume and emission time.
Product Features:
- The system can automatically sampling, remove dust, calibration, fault diagnosis and alarm.
- System cabinet modular design, simple operation, less maintenance.
- System by heating extraction method for continuous monitoring of flue gas pollutants.
- The sampling probe has big filter area, and filter easy to change.
- The pretreatment device is effectively waterproof and dust proof, anti-corrosion and anti-clogging.
- The stability and reliability of the system are higher by PLC design. System has a variety of data output.
If you want to know more about our products, please visit the product officer website.
Future Trends of CEMS Technology
The application of CMES technology in industrial security will continue to grow and face some exciting future trends:
- Intelligence and automation: CMES sensors will be combined with the Internet of Things (IoT) and automation technology to achieve intelligent monitoring and control, improving the efficiency and reliability of industrial safety.
- Development of new materials: Researchers will continue to develop new CMES sensor materials to improve the sensitivity, selectivity and stability of the sensor.
- Data Analysis and Artificial Intelligence: Data analysis and artificial intelligence will become key components of CMES technology, helping enterprises better understand and utilize sensor data to achieve more accurate predictions and decisions.
- Regionalized safety standards: Countries will further strengthen safety regulations and standards in the chemical industry and require companies to adopt CMES technology to ensure industrial safety.
- Cross-industry applications: CMES technology will not only be limited to the chemical industry but will also be widely used in other industries such as energy, pharmaceuticals and food processing.
Conclusion
The application of CMES technology in the field of industrial safety has made significant progress, providing chemical companies with a higher level of safety and reliability. In the future, with the continuous development and innovation of technology, CMES will continue to play a key role in industrial safety, bringing greater protection and safety to our working environment and society. In this ever-evolving field, it is critical to remain aware of new technologies and trends to ensure that we can leverage the full potential of CMES technology to contribute to industrial safety.